
Inhaltsverzeichnis
Inhaltsverzeichnis- Bestandsmanagement: Tipps und Tricks für eine effektive Lagerverwaltung
- Was ist Bestandsmanagement?
- Arten von Beständen
- Aktuelle Herausforderungen und Einflussfaktoren im Bestandsmanagement
- Fehlmengen, Lieferverzögerungen, Sicherheitsbestände und Risikomanagement
- Schritte zum erfolgreichen Bestandsmanagement
- Wichtige KPIs des Bestandsmanagements
- Bestandsmanagement in verschiedenen Sektoren
- Erkennen von Problembereichen im Bestandsmanagement
- Effektives Bestandsmanagement mit Slimstock
- FAQs zum Bestandsmanagement
Überblick
Bestandsmanagement ist ein wichtiger Geschäftsprozess für Profitabilität und zielt darauf ab, ausreichende Bestände zur Bedarfsdeckung mit der Minimierung von Lagerkosten und Obsoleszenzrisiko auszubalancieren. Zentrale Aspekte sind die Ausrichtung an der Unternehmensstrategie (z. B. Produktführerschaft oder operative Exzellenz), die Klassifizierung von Produkten (ABC-Methode), das Management des Produktlebenszyklus, die Definition von Sicherheitsbeständen sowie die Berechnung der Economic Order Quantity (EOQ).
Das Bestandsmanagement ist ein Geschäftsprozess, der sich unmittelbar auf die Rentabilität und Wettbewerbsfähigkeit eines Unternehmens auswirkt. Der Schlüssel liegt darin, eine Balance zwischen einem ausreichenden Bestand zur Deckung der Nachfrage und der Minimierung der Lagerkosten und des Risikos der Veralterung zu erreichen. In diesem Artikel beschäftigen wir uns mit den Herausforderungen im Bestandsmanagement.
Was ist Bestandsmanagement?
Bei der Bestandsoptimierung geht es um die Überwachung und Kontrolle des Warenflusses innerhalb eines Unternehmens, von der Beschaffung über die Lagerung bis hin zum Absatz oder Verkauf. Ziel ist es, ein Gleichgewicht zwischen Produktverfügbarkeit und Bestandskosten zu wahren.
Ein wirksames Bestandsmanagement ermöglicht es Unternehmen, effizient auf die Marktnachfrage zu reagieren, ohne dass es zu Überbeständen kommt, was häufig zu finanziellen und betrieblichen Problemen führt.
Was ist eigentlich ein “Bestand”?
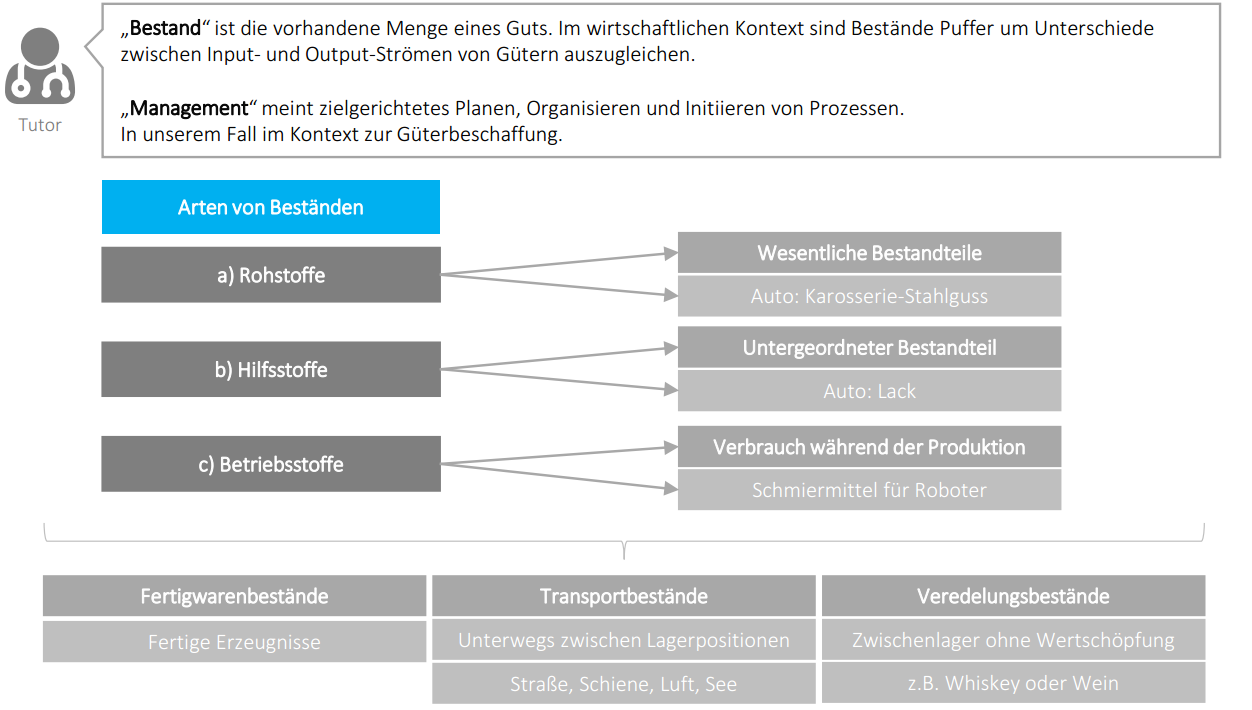
Wörtlich meint Bestand die vorhandene Menge von etwas bzw. eines Guts. Im wirtschaftlichen Kontext bzw. im Bestandsmanagement sind Bestände als Puffer zu verstehen, die zeitliche und mengenmäßige Unterschiede zwischen Input- und Outputströmen von Gütern ausgleichen. Bestände dienen dazu, gegenüber Kunden und internen Unternehmensbereichen eine reibungslose Versorgung mit entsprechenden Gütern zu gewährleisten und Fehlmengenkosten zu vermeiden.
Was versteht man unter “Management”?
“Management” bezieht sich auf das zielgerichtete Planen, Organisieren und Leiten von Prozessen. Im Bestandsmanagement sind besonders die Unternehmensphilosophie, -politik, Planung und Kontrolle, sowie Führung und Organisation von Bedeutung. Aus diesen Bereichen lassen sich Aufgaben wie Bestandspolitik, -planung und -kontrolle ableiten.
Bestandsmanagement zielt darauf ab, eine Balance zwischen Umlaufvermögen, Betriebskosten und optimalem Servicelevel durch optimierte Güterflüsse zu erreichen.
Arten von Beständen
Es gibt verschiedene Möglichkeiten, Bestände zu klassifizieren. Am gebräuchlichsten ist die Unterteilung entlang der logistischen Kette. Demnach werden Bestände unterschieden in Roh-, Hilfs- und Betriebsstoffe, unfertige Erzeugnisse, sowie fertige Erzeugnisse und Waren.
Rohstoffe sind Güter, die die wesentlichen Bestandteile eines Produktes bilden. Hilfsstoffe gehen auch in das Produkt ein, erfüllen aber nur eine untergeordnete Funktion. Betriebsstoffe werden im Laufe der Produktion verbraucht, fließen aber nicht in das Produkt ein. Unfertige Erzeugnisse sind auch bezeichnet als „Ware in Arbeit“. Es handelt sich um nicht-verkaufsfertige Produkte, die erst einen Teil der notwendigen Wertschöpfung durchlaufen haben. Fertige Erzeugnisse sind verkaufsfertige Produkte.
Eine andere Unterteilung ist die in Fertigwarenbestände, Transportbestände und Veredelungsbestände. Was Fertigwarenbestände (fertige Erzeugnisse) sind, wurde oben bereits erklärt. Transportbestände sind Bestände, die zwischen zwei Lagerpositionen ohne Wertschöpfung unterwegs sind, sei es auf Straßen, Schienen oder in der Luft. Veredelungsbestände sind Güter, bei denen es im Rahmen des Wertschöpfungsprozesses notwendig ist, eine Zwischenlagerstufe einzurichten, in der keine Bearbeitung erfolgt. Das ist typisch für den Lebens- und Genussmittelbereich (z.B. bei Wein, Whisky oder Bananen).
Aktuelle Herausforderungen und Einflussfaktoren im Bestandsmanagement
Die zunehmende Komplexität der Lieferketten und die sich verändernden Kundenerwartungen haben die Herausforderungen im Bestandsmanagement verstärkt. Sowohl interne als auch externe Faktoren beeinflussen die Bestandsstrategie eines Unternehmens und tragen zu den aktuellen Schwierigkeiten bei. Im Folgenden werden die wichtigsten Einflussfaktoren und Herausforderungen vorgestellt.
Einflussfaktoren auf das Bestandsmanagement
Es gibt verschiedene Faktoren, die die Bestandsführung beeinflussen. Zu den internen Faktoren zählen unter anderem die Fertigungstiefe, die benötigten Lagerstufen und die Flexibilität der Fertigungsorganisationen. Diese internen Einflüsse können durch technologische und organisatorische Gegebenheiten noch verstärkt werden, zum Beispiel durch Standardisierungen auf Teile- und Baugruppenebene oder durch die Vermeidung häufiger Konstruktionsänderungen. Diese internen Faktoren wirken sich direkt auf die Lagerstrategie und die Höhe der Bestände aus.
Externe Faktoren kommen vor allem von der Beschaffungsseite und hängen von den Marktstrukturen ab. Die Marktstellung der Lieferanten und deren Zuverlässigkeit hinsichtlich Qualität, Menge und Termin beeinflussen die Verfügbarkeit von Waren und somit auch die Lagerbestände. Darüber hinaus müssen Unternehmen den sich ständig ändernden Kundenwünschen und der Notwendigkeit, kurzfristig und präzise zu liefern, gerecht werden.

Aktuelle Herausforderungen im Bestandsmanagement
Im Folgenden werden drei der wichtigsten Herausforderungen genannt, denen man sich heute stellen muss.
1. Steigende Lagerkosten
Die steigenden Kosten für Lagerflächen und die Arbeitskosten haben die Gesamtkosten für die Aufrechterhaltung größerer Lagerbestände erhöht, die zur Gewährleistung einer hohen Verfügbarkeit notwendig sind.
2. Risiko der Obsoleszenz
Angesichts des raschen Wandels der Markttrends und des technologischen Fortschritts erhöht sich mit der Haltung großer Lagerbestände das Risiko, dass bestimmte Produkte veralten.
3. Verschärfte Finanzierungsbedingungen
Der Zugang zu Krediten oder Finanzierungen zur Deckung großer Lagerbestände kann für einige Unternehmen eine Herausforderung darstellen und ihren Cashflow beeinträchtigen. Studien deuten darauf hin, dass der Wert der Vorräte mehr als 30 % der Vermögenswerte eines Unternehmens ausmachen kann, was deutlich macht, wie wichtig effiziente Prozesse im Bestandsmanagement sind, um finanzielle Risiken zu verringern und die Rentabilität zu steigern.
Angesichts dieser aktuellen Herausforderungen ist es unerlässlich, die klassischen Instrumente des Bestandsmanagements sowie ein funktionierendes Risikomanagementsystem zu verstehen und gezielt einzusetzen.
Fehlmengen, Lieferverzögerungen, Sicherheitsbestände und Risikomanagement
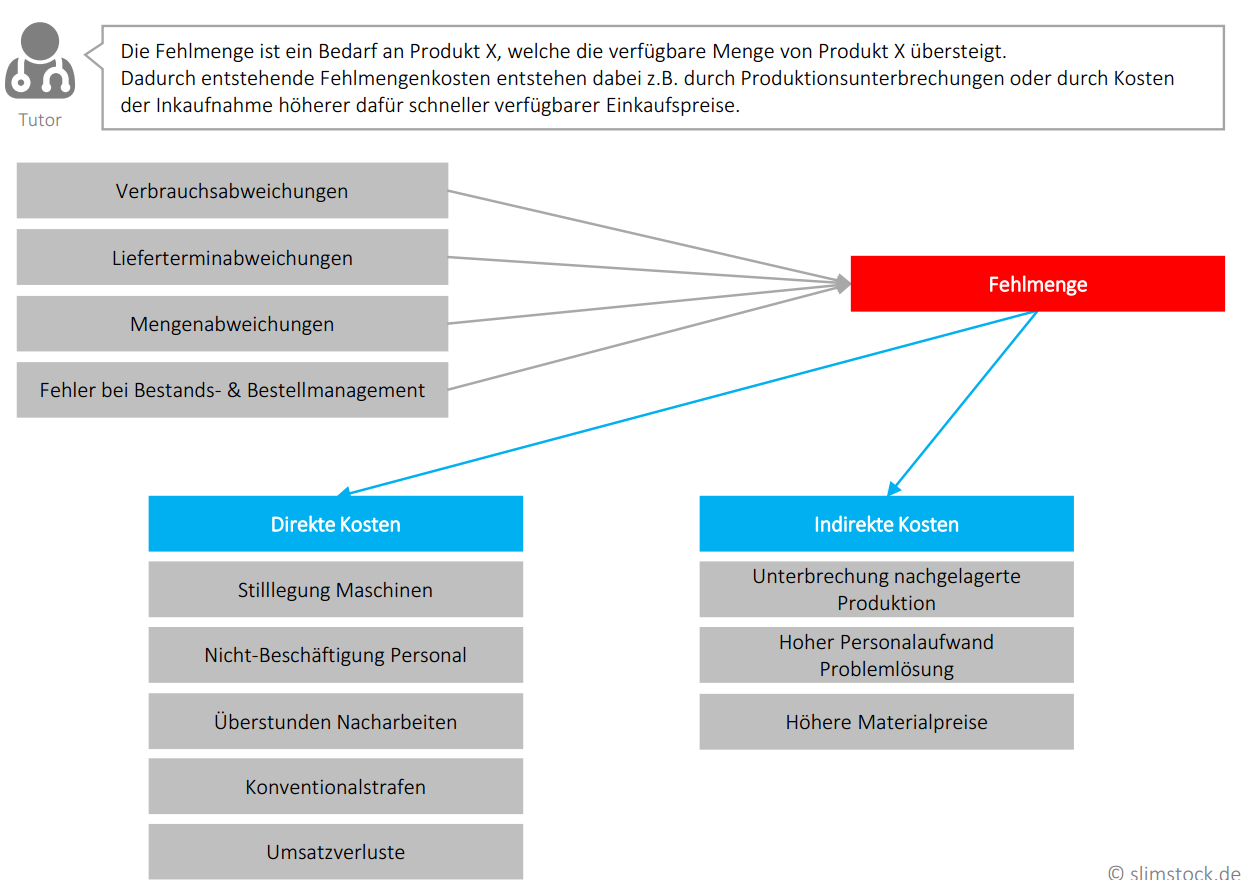
Eine Fehlmenge ist ein Bedarf, der die verfügbare Menge überschreitet und nicht aus dem Bestand gedeckt werden kann. Es entstehen Fehlmengenkosten (stock-out-costs), die in direkte und indirekte unterteilt werden. Direkte Fehlmengenkosten entstehen bei Produktionsunterbrechungen, etwa in Form von Stilllegung von Maschinen, Wartezeiten von unbeschäftigtem Personal, Überstunden durch Nacharbeit, Konventionalstrafen und Umsatzverlusten. Indirekte Fehlmengenkosten sind Sondermaßnahmen, die drohenden Unterbrechungen der Materialversorgungen entgegenwirken sollen. Dazu zählen erhöhte Transportkosten, überhöhte Materialpreise und erhöhter Personalaufwand. Indirekte Fehlmengenkosten sind weitaus häufiger als direkte. Außerdem gehen sie in der Kostenrechnung unter und sind damit im Einzelfall nicht nachzuweisen.
Auch Lieferverzögerungen können Fehlmengenkosten verursachen. Die Ursachen können vielfältig sein und beispielsweise in der Produktion des Herstellers liegen oder vom Logistikdienstleister verursacht sein. Das Führen eines Sicherheitsbestandes ist demgemäß eine Vorbeugemaßnahme. Überschreitet ein Lieferant wiederholt seine Lieferfristen, kann ein Unternehmen reagieren, indem es Konventionalstrafen mit diesem Lieferanten vereinbart.
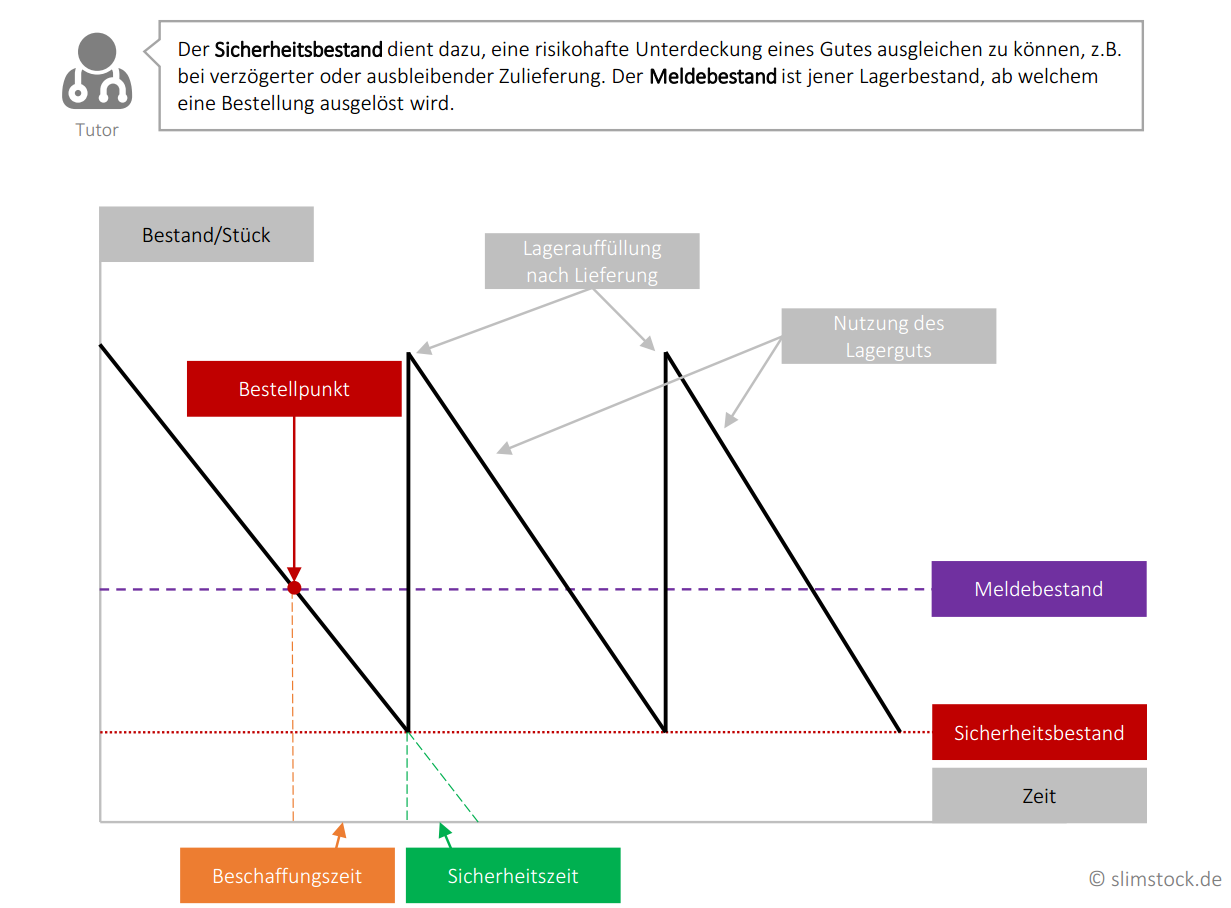
Der Sicherheitsbestand dient zur Kompensation von Schwankungen im Materialfluss, die Kosten in Form von Fehlmengen für das Unternehmen verursachen können. Insbesondere bei Lieferungen aus Fernost sind die Bestände einem Risiko ausgesetzt. Der Sicherheitsbestand soll vor allem den folgenden Punkten vorbeugen:
- Verbrauchsabweichungen
- Lieferterminabweichungen
- Abweichungen der Liefermenge von der Bestellmenge (Minderlieferungen und Retouren aufgrund von Qualitätsmängeln)
- Fehler bei der Bestandsführung
Soll der Sicherheitsbestand diese Funktionen erfüllen, muss so bestellt werden, dass die planmäßige Lagerentnahme während der Beschaffungszeit den Sicherheitsbestand nicht in Anspruch nimmt. Ziel ist, dass die neue Lieferung eintrifft, ohne auf den Sicherheitsbestand zurückzugreifen. In anderen Worten: Der Bestellpunktbestand (Meldebestand) schließt den Sicherheitsbestand mit ein.
Risikomanagement hilft Unternehmen, Chancen zu nutzen und gleichzeitig Verluste zu vermeiden. Es umfasst vier Schritte:
- Risikoanalyse: Identifikation aller Risiken im Geschäftsmodell.
- Risikobewertung: Einschätzung des Schadenspotenzials mittels Risikoportfolio.
- Risikosteuerung: Maßnahmen zur Begrenzung von Risiken, z. B. Vermeidung, Diversifikation oder Risikotransfer.
- Risikokontrolle: Laufende Überwachung zur Anpassung an Veränderungen.
Schritte zum erfolgreichen Bestandsmanagement
Von der Unternehmensstrategie zum Betrieb
Zunächst ist zu bedenken, dass ein effektives Bestandsmanagement mit einer klaren Ausrichtung auf die Geschäftsstrategie des Unternehmens beginnt. Je nach der Positionierung des Unternehmens wird das Bestandsmanagement unterschiedliche Ziele verfolgen.
Nach dem Modell von Treacy und Wiersema gibt es drei wichtige strategische Ansätze:
- Produktführerschaft: Erfordert ständige Innovation und ein breites Produktsortiment, was oft bedeutet, dass größere Lagerbestände vorgehalten werden müssen, um Fehlbestände zu vermeiden.
- Operative Exzellenz: Hier liegt der Schwerpunkt auf der Prozesseffizienz. Ziel ist es, die Lagerkosten zu minimieren und den Produktumsatz zu maximieren.
- Kundennähe: Vorrangig geht es darum, den Kunden genau das zu liefern, was sie brauchen, wenn sie es brauchen. Das kann bedeuten, dass ein vielfältiger Lagerbestand aufrechterhalten und Fehlbestände um jeden Preis vermieden werden müssen.
Wenn Sie feststellen, welche dieser Strategien in Ihrem Unternehmen vorherrscht, können Sie Ihre Bestandsentscheidungen gezielter treffen. Wenn Ihr Unternehmen beispielsweise auf operative Exzellenz spezialisiert ist, wird Ihre Herausforderung darin bestehen, die Lagerbestände zu minimieren, während ein Unternehmen, das sich durch Kundennähe auszeichnet, besonders darauf achten muss, Fehlbestände zu vermeiden.
Produktklassifizierung: Die ABC-Methode
Eine der wichtigsten Taktiken im Bestandsmanagement ist die ABC-Klassifizierung, die auf dem Pareto-Prinzip beruht, das besagt, dass 20 % der Artikel 80 % des Umsatzes generieren.
Das bedeutet, dass den für das Unternehmen wertvollsten Produkten mehr Aufmerksamkeit und Kontrolle gewidmet werden sollte, während die weniger wichtigen Artikel einfacher verwaltet werden können.
- Kategorie A: Produkte mit hohem Umsatz oder hohem Wert, die den größten Teil des Gewinns erwirtschaften.
- Kategorie B: Produkte, die sich mäßig auf den Umsatz oder die Gewinnspanne auswirken und eine Überwachung auf mittlerem Niveau erfordern.
- Kategorie C: Artikel mit geringem Umsatz oder geringem Wert, die nur minimalen Verwaltungsaufwand erfordern und idealerweise vollständig automatisiert sind.
Dieser Ansatz hilft Unternehmen, ihre Ressourcen auf die rentabelsten Produkte zu konzentrieren und zu vermeiden, dass sie Zeit und Mühe auf Artikel verschwenden, die weniger wertvoll sind.
Management und Kontrolle des Produktlebenszyklus
Die Sortimentsverwaltung ist einer der komplexesten Bereiche des Bestandsmanagements. Unternehmen müssen entscheiden, welche Produkte sie auf Lager halten, wann sie neue Produkte einführen und wann sie Produkte, die nicht mehr rentabel sind, auslaufen lassen. Diese Aufgabe wird durch Instrumente wie Sortimentsmatrizen vereinfacht, die dabei helfen, rationale anstelle von Bauchentscheidungen über das Produktportfolio-Management zu treffen.
Darüber hinaus ist das Management des Produktlebenszyklus von entscheidender Bedeutung, um die Anhäufung von Lagerbeständen zu verhindern, die schließlich veraltet sein könnten. Die meisten Produkte durchlaufen verschiedene Phasen: Einführung, Wachstum, Reife und Rückgang. Die Lagerbestände müssen je nach Lebensphase des Produkts angepasst werden. Die größte Gefahr der Veralterung besteht zu Beginn und am Ende des Lebenszyklus, wenn die Nachfrage am unsichersten ist.
Eine der wirksamsten Methoden, um zu entscheiden, ob ein Artikel bevorratet werden sollte, ist die Verwendung eines Bestandsindexes, wie er unten abgebildet ist:
| Gewichtung | Limit | Leistung | Punktzahl | |
|---|---|---|---|---|
| Auftragspositionen pro Monat | 20 | > 30 monatlich | 3 monatlich | 20 |
| Umsatz | 20 | > 5000€ | 876€ | 20€ |
| Bruttogewinn | 10 | > 20% | 58% | 0 |
| Anzahl Kunden | 20 | > 5 monatlich | 1 monatlich | 20 |
| Anzahl A-Kunden | 10 | > 3 | 0 | 0 |
| Service- oder strategischer Artikel | 10 | Ja | Nein | 10 |
| Alternativprodukt auf Lager | 5 | Nein | Nein | 5 |
| Lieferantenranking | 5 | Top 50 | Nicht in den Top 50 | 5 |
| Gesamtpunktzah | 100 | 15 |
| Punktzahl 50 – 100 | Lagergeführt |
| Punktzahl 39 – 49 | Übergang |
| Punktzahl 0 – 29 | Nicht lagergeführt ✔️ |
Definition des Sicherheitsbestandes: Wann und wie viel bestellt werden soll
Der Sicherheitsbestand ist eine zusätzliche Reserve an Artikeln, die für unvorhergesehene Umstände wie einen plötzlichen Anstieg der Nachfrage oder Lieferverzögerungen von Lieferanten vorgehalten wird. Die Entscheidung, wann und wie viel bestellt werden soll, ist eine der wichtigsten Entscheidungen im Bestandsmanagement.
Die Berechnung des Sicherheitsbestandes sollte sich auf folgende Faktoren stützen:
- Servicelevel: Dieser Wert gibt an, in wie viel Prozent der Fälle ein Unternehmen einen Bestellauftrag erfüllen kann.
- Fehlertoleranz der Bedarfsprognose: Eine Ungenauigkeit der Nachfrageprognose wirkt sich direkt auf die notwendigen Lagerbestände aus, um Fehlbestände zu vermeiden.
- Liefertreue: Die Berücksichtigung von Schwankungen bei Lieferzeiten ist ein wichtiger Schlüssel zur Vermeidung von Überraschungen. Die Liefertreue ist sogar noch wichtiger als die Genauigkeit der Bedarfsprognosen.
Berechnung der wirtschaftlichen Bestellmenge (EOQ)
Die wirtschaftliche Bestellmenge (Economic Order Quantity, EOQ) ist eine mathematische Methode, die Unternehmen dabei hilft, die optimale Bestellmenge von Produkten zu ermitteln. EOQ zielt darauf ab, ein Gleichgewicht zwischen Bestellkosten und Lagerkosten herzustellen und so die Gesamtkosten für den Lagerbestand zu minimieren. Erfahren Sie mehr über EOQ und seine Formel.
Ausnahmemanagement und automatisierte Entscheidungsfindung
Mit zunehmender Komplexität der Bestände und der Erweiterung des Produktsortiments ist die Einführung von Tools für das Ausnahmemanagement (Management by Exception) unerlässlich. Mit diesen Tools können Sie sich auf die wichtigsten Artikel konzentrieren, während weniger wichtige automatisch von der Software verwaltet werden können.
Das Management by Exception ermöglicht es Einkäufern und Bestandsmanagern, ihre Zeit und Ressourcen der Lösung von Problemen zu widmen, die sich wirklich auf die Rentabilität auswirken während Systeme sich automatisiert um weniger wichtige Produkte kümmern.
Wichtige KPIs des Bestandsmanagements
Bei der Bestandsverwaltung ist die Messung der Leistung von entscheidender Bedeutung, um Bereiche mit Optimierungspotenzial zu ermitteln und sicherzustellen, dass die Bestandsführung effizient und rentabel ist. Diese Leistung wird durch KPIs (Key Performance Indicators) gemessen.
Lassen Sie uns einige der wichtigsten KPIs im Bestandsmanagement betrachten:
Umschlag von Vorräten
Der Lagerumschlag misst, wie oft der Gesamtbestand in einem bestimmten Zeitraum verkauft oder verwendet wurde. Eine hohe Umschlagshäufigkeit deutet in der Regel darauf hin, dass sich die Produkte schnell verkaufen, während eine niedrige Umschlagshäufigkeit auf ein schlechtes Management hinweisen kann, das möglicherweise zu veralteten Produkten führt.
Servicelevel
Das Servicelevel gibt den Prozentsatz der Aufträge an, die ein Unternehmen mit seinem verfügbaren Bestand erfüllen kann, ohne auf Eilaufträge angewiesen zu sein. Ein hoher Servicegrad bedeutet, dass das Unternehmen über die richtige Menge an Lagerbeständen verfügt, um die Kundennachfrage zu erfüllen.
Obsoleszenzrate
Dieser KPI spiegelt den Prozentsatz der Bestände wider, die veraltet sind und nicht mehr verkauft werden können. Eine steigende Obsoleszenzrate kann auf eine schlechte Planung oder eine Fehlanpassung zwischen Lagerbestand und Marktnachfrage hinweisen.
Wiederbeschaffungszeit oder Durchlaufzeit
Die Durchlaufzeit misst die Zeit, die vom Zeitpunkt der Bestellung bei einem Lieferanten bis zum Eintreffen der Produkte im Lager vergeht. Eine Verkürzung dieser Zeit ist entscheidend für die Verbesserung der betrieblichen Effizienz und die Verringerung der erforderlichen Sicherheitsbestände.
Bestandsmanagement in verschiedenen Sektoren
Die Verwaltung von Lagerbeständen ist je nach Branche sehr unterschiedlich. Jeder Sektor hat seine eigenen Herausforderungen und Nuancen, die die Art und Weise, wie sie ihre Bestände verwalten, beeinflussen.
Im Folgenden wird untersucht, wie sich die Ansätze zur Bestandsmanagement in den Bereichen Fertigung, Groß- und Einzelhandel und E-Commerce unterscheiden.
Bestandsmanagement in der Fertigung
Bei der Bestandsoptimierung in der Fertigung geht es in erster Linie darum, die Verfügbarkeit von Rohstoffen mit einer effizienten Produktion in Einklang zu bringen.
Zu den wichtigsten Aspekten dieses Sektors gehören:
- Bauteile: Einige Materialien oder Komponenten können kostspielig oder schwer zu beschaffen sein, so dass es entscheidend ist, einen optimalen Sicherheitsbestand zu halten, um Produktionsausfälle zu vermeiden.
- Interne Logistik und Qualitätskontrolle: Im Gegensatz zu anderen Sektoren muss im verarbeitenden Gewerbe das Bestandsmanagement in die interne Logistik integriert werden, um den reibungslosen Fluss von Materialien und Komponenten durch die Produktionslinien zu gewährleisten.
- Komplexe Nachfrageprognosen: Die Vorhersage der Nachfrage ist nicht nur für die Endprodukte entscheidend, sondern auch für die zu ihrer Herstellung benötigten Materialien.
Bestandsmanagement im Großhandel
Im Großhandel besteht die größte Herausforderung darin, große Mengen von Produkten zu verwalten, die zwischen verschiedenen Punkten der Lieferkette – vom Hersteller bis zum Einzelhändler – hin- und herbewegt werden.
Zu den wichtigsten Aspekten dieses Sektors gehören:
- Optimierung der Lagerung: Großhandelsunternehmen haben oft hohe Lagerbestände, was eine Optimierung der Lagerfläche erforderlich macht. Systeme wie Warehouse Management Systems (WMS) helfen dabei, den Wareneingang, die Lagerung und den Warenausgang von Produkten effizient zu verwalten.
- Mehrere Standorte: Großhändler arbeiten in der Regel mit mehreren Logistik- und Distributionszentren. Die Koordinierung zwischen diesen Lagern ist von entscheidender Bedeutung, um sicherzustellen, dass die Produkte zum richtigen Zeitpunkt und am richtigen Ort verfügbar sind, was ein komplexes Bestandsmanagement an mehreren Standorten erfordert.
- Einhaltung der Lieferfristen: Der Großhandel ist in hohem Maße von der Einhaltung vereinbarter Lieferfristen abhängig. Um dies zu erreichen, müssen die Bestände in den Distributionszentren in der Nähe der Endkunden strategisch platziert werden.
Bestandsmanagement im Einzelhandel
Der Einzelhandel steht vor Herausforderungen beim Bestandsmanagement, die sich aus dem hohen Warenumschlag und der Notwendigkeit ergeben, die Kundennachfrage sofort zu erfüllen.
Zu den Schlüsselfaktoren in diesem Sektor gehören:
- Bestandsmanagement in der Filiale vs. im Lager: Im Einzelhandel sind die Bestände zwischen Zentrallagern und Geschäften aufgeteilt. Es muss sichergestellt werden, dass die Produkte an den richtigen Verkaufsstellen verfügbar sind, um Engpässe in den Geschäften zu vermeiden und die Lagerfläche zu optimieren.
- Hoher Warenumschlag: Der Einzelhandel ist durch einen hohen Warenumschlag gekennzeichnet, was bedeutet, dass die Bestände schnell bewegt werden müssen, um Lagerbestände und Veralterung zu vermeiden. Dies ist besonders wichtig in Sektoren wie der Mode- oder Technologiebranche, wo sich Trends schnell ändern.
- Saisonale Nachfrageprognose: Einzelhandelsumsätze schwanken je nach Saison (z. B. während der Feiertage oder Verkaufszeiten) erheblich. Ein wirksames Bestandsmanagement im Einzelhandel muss flexibel sein und sich an diese Veränderungen anpassen können, um Fehlbestände oder Überbestände zu vermeiden.
- Umgang mit Retouren: Reverse Logistics oder Retourenlogistik ist eine große Herausforderung für den Einzelhandel, vor allem angesichts der wachsenden Beliebtheit des Versandhandels. Ein effizientes Retourenmanagement ist unerlässlich, um Verluste zu minimieren und die Lagerfläche zu optimieren.
Erkennen von Problembereichen im Bestandsmanagement
Probleme im Bestandsmanagement müssen frühzeitig erkannt, analysiert und nach Relevanz gewichtet werden. Dabei sind u. a. folgende Kriterien entscheidend: Einfluss auf Kundenzufriedenheit, Deckungsbeitrag, Einsparpotenzial sowie Aufwand für Analyse und Umsetzung.
Ein Hauptfaktor für Probleme sind Unsicherheiten, insbesondere:
- Nachfrageschwankungen: Prognosen basieren oft auf Wahrscheinlichkeitsverteilungen.
- Unklare Wiederbeschaffungszeiten: Lieferverzögerungen trotz fixer Zusagen.
- Übernachfrage: Bestände reichen nicht aus, um alle Aufträge zu erfüllen.
- Fehlerhafte Lagerdaten: Abweichungen zwischen Systemdaten und realem Bestand.
Darauf aufbauend werden Lösungsansätze entwickelt – inkl. Varianten, die bei Nichtumsetzbarkeit als Bedarf dokumentiert werden müssen.
Effektives Bestandsmanagement mit Slimstock
Slimstock optimiert seit über 15 Jahren Bestände und steigert die Erträge durch präzise Bedarfsprognosen und wirtschaftliche Bestandsplanung. Mit der Software Slim4 wird die Beschaffungsplanung und Bestandsoptimierung effizient unterstützt.
Zuverlässige Daten und regelmäßige Bestandsanalysen ermöglichen es, Bestände zu reduzieren und den Servicegrad zu verbessern. Slimstock sorgt so für höhere Gewinnspannen und besseren Bestandsumschlag. Slim4 gilt als benutzerfreundliche Lösung für eine effektive Bestandsoptimierung.
Barkawi, K. u.a. (Hrsg.) (2006): Erfolgreich mit After Sales Services. Geschäftsstrategien für Servicemanagement und Ersatzteillogistik. Heidelberg 2006.
Bornemann, H. (1986): Bestände-Controlling. Materialfluß-Analyse – Bestände-Management Fallstudien. Wiesbaden 1986.
Hartmann, H. (2002): Materialwirtschaft. Organisation, Planung, Durchführung, Kontrolle. Gernsbach 2002.
Hartmann, H. (2017): Bestandsmanagement und –controlling. Optimierungsstrategien mit Beispielen aus der Praxis. Gernsbach 2017.
Pfohl, H.-C. (2010): Logistiksysteme. Betriebswirtschaftliche Grundlagen. Heidelberg 2010.
Stölzle, W.; Heusler, K.; Karrer, M (2004): Erfolgsfaktor Bestandsmanagement. Konzept – Anwendung – Perspektiven. Zürich 2004.
Tempelmeier, H. (2006): Bestandsmanagement in Supply Chains. Norderstedt 2015.
Tempelmeier, H. (2012): Dynamische Losgrößenplanung in Supply Chains. Norderstedt 2012.
FAQs zum Bestandsmanagement
Was ist Bestandsmanagement und warum ist es für Unternehmen wichtig?
Das Bestandsmanagement ist der Prozess, mit dem Unternehmen den Warenfluss vom Erwerb bis zum Verkauf steuern und überwachen. Ziel ist es, die richtige Balance zwischen der Produktverfügbarkeit zur Deckung der Nachfrage und der Minimierung der mit der Lagerung, der Veralterung und der Kapitalbindung verbundenen Kosten zu finden. Ein gutes Bestandsmanagement senkt die Kosten, verbessert die Kundenzufriedenheit und erhöht die betriebliche Effizienz.
Welche Rolle spielen die einzelnen Abteilungen beim Bestandsmanagement?
Beim Bestandsmanagement spielen mehrere Abteilungen innerhalb des Unternehmens eine Rolle:
- Der Bereich Operations überwacht den Fluss der Bestände und ihre Auswirkungen auf die Produktion.
- Der Einkauf ist für die Beschaffung von Produkten oder Rohstoffen zuständig.
- Die Logistikabteilung koordiniert die effiziente Verteilung und Lagerung der Bestände.
- Vertriebs- und Marketingteams arbeiten zusammen, um die Nachfrage zu prognostizieren und Lieferengpässe zu vermeiden.
- Die Finanzabteilung überwacht die Lagerkosten, um das investierte Kapital zu optimieren.
Welche Geschäftsprozesse sind Teil des Bestandsmanagements?
Das Bestandsmanagement umfasst mehrere wichtige Geschäftsprozesse:
- Die Nachfrageprognose, bei der der künftige Produktbedarf geschätzt wird.
- Die Einkäufer, der die Beschaffung und die Bestellung bei den Lieferanten verwaltet.
- Das Lagermanagement, die den Platz und die Verteilung der Produkte in den Lagern optimiert.
- Die Bestandskontrolle gewährleistet einen ausreichenden Bestand ohne Überschuss, die Auffüllung des Bestands sowie die rechtzeitige Bestellung von Produkten.
- Die Distributionslogistik schließlich verwaltet die Lieferung der Produkte an die Kunden oder Verkaufsstellen.


